- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
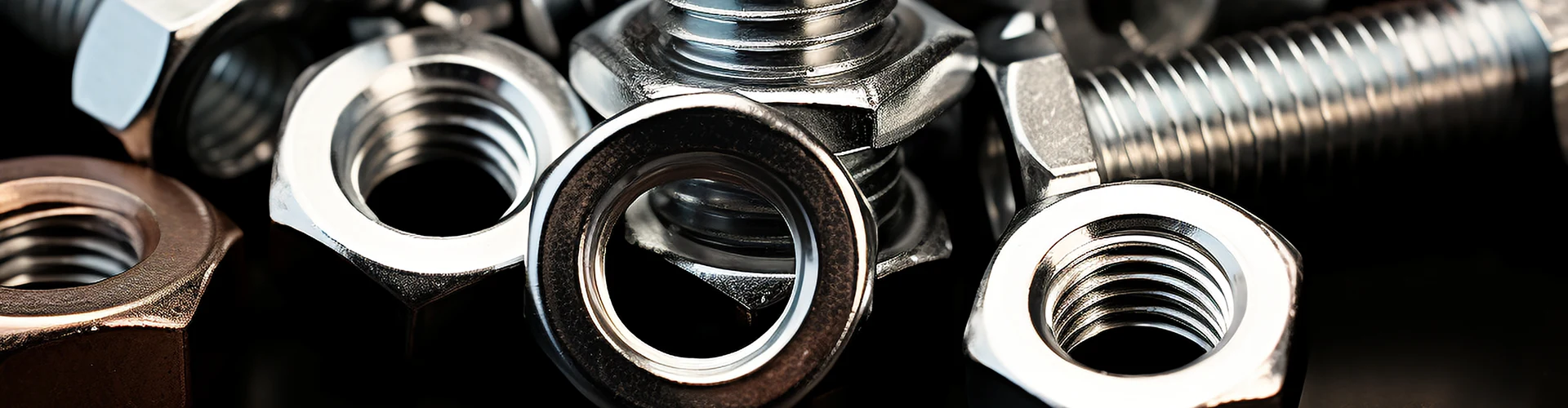





Soldadura Intxaurrak T Estilo integralak
T formako T formako profil berezi honek soldadura-prozesuan egonkortasuna eta lerrokadura hobetzen ditu. Bidalketa fidagarriak eta puntualak Xiaoguo®-k bere bezero globalekin, fabrikatzaile, banatzaile eta industria-bazkideekin barne, konpromiso garrantzitsu bat izaten jarraitzen du, beren hornikuntza-kateetan zehar eragiketarik gabekoak bermatuz.
Eredua:JIS B1196-3.2-1994
Bidali kontsulta
Produktuaren Deskribapena
T estilo integraleko soldadura azkoinek hariaren tamainan oinarritutako tamaina estandarrak dituzte (M4, M5, M6, M8, 1/4"-20, 5/16"-18 bezalakoak) eta baita brida-diametroa, altuera osoa, proiekzio-altuera eta hanken diseinua ere.
Jarraitzen dituzten estandar nagusiak daude, hala nola, ISO 10511, DIN 928 (Europan asko erabiltzen da) eta auto fabrikatzaileen zehaztapen desberdinak. Neurri zehatzak mantentzen dira soldadurak aldi bakoitzean berdin funtzionatzen duela ziurtatzeko, hariak behar bezala egokitzen direla eta alboan muntatzen direla ziurtatzeko.
Metalezko xaflaren lodierako T-Style soldadura azkoin tamaina egokia hautatzea oso garrantzitsua da. Soldadura sendoa dela eta junturak ondo eusten duela ziurtatzen du.
Produktuaren abantailak:
T estiloko soldadura azkoin integralak instalatuta daudenean, ez dute mantentze-lan handirik behar. Erabili aurretik, gorde itzazu leku lehor batean, eta kendu olioak edo zaborrak; horiek nahas ditzakete soldadurarekin.
Gauza nagusia soldadura-ezarpenak ondo lortzea da: korrontea, denbora, presioa. Horrek soldadura sendoa eta koherentea dela ziurtatzen du. Denboran nola eusten duten hasierako soldadura zein ona den eta materiala edo gainazaleko tratamendua erabiltzen den tokirako egokia denaren araberakoa da gehienbat.
Ondo soldatzen badira, T estiloko soldadura azkoin integralak jarrita geratzen dira haririk gabeko soluzio iraunkor gisa, muntaketa osoa erabiltzen den bitartean.
| al | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1.25 | 1.25 eta 1.5 | 1,5 eta 1,75 |
| dk max | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s gehienez | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s min | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds max | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k max | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k min | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h max | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| h min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d2 max | 6.9 | 6.9 | 8.9 | 10.9 | 12.9 | 14.9 |
| d2 min | 6.7 | 6.7 | 8.7 | 10.7 | 12.7 | 14.7 |
| h2 max | 0.8 | 0.8 | 0.8 | 0.8 | 1.2 | 1.2 |
| h2 min | 0.6 | 0.6 | 0.6 | 0.6 | 1 | 1 |
| d0 gehienez | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 min | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| h1 max | 0.6 | 0.6 | 0.6 | 0.6 | 0.7 |
0.7 |
| h1 min | 0.4 | 0.4 | 0.4 | 0.4 | 0.5 |
0.5 |
| d1 gehienez | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 |
24.3 |
| d1 min | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |

Estandar bateratuak:
Kalitate egiaztapenei buruz zorrotzak gara T integraleko soldadura-intxaurrak eginez. Horrek esan nahi du materialak sartzen direnean egiaztatzea, hariak eta proiekzio-altuera bezalako gauzak neurtzea ekoizpen-fase desberdinetan eta piezak apurtzen dituzten probak egitea soldaketaren indarra, zenbat momentu har dezaketen eta bultzatze-erresistentzia egiaztatzeko. Gainera, gainazaleko akabera eta azken loteak lagintzen ditugu AQL estandarrak erabiliz.
Prozesuaren kontrol estatistikoa erabiltzen dugu T-Style intxaur bakoitza koherentea dela eta zehaztapenak betetzen dituela ziurtatzeko.
Hot Tags: T Style Weld Intxaurrak, Txina, fabrikatzailea, hornitzailea, fabrika
Lotutako Kategoria
Intxaur hexagonala
Intxaur karratua
Brida hexagonaleko azkoina
Intxaurra
Txapel Intxaurra
Intxaur hexagonoduna
Eskuz Torloju Intxaurra
Intxaur Biribila
Hubak Fruitu lehorrak
T-intxaurra
Lezka Intxaur
Beste fruitu lehorrak
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.