- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
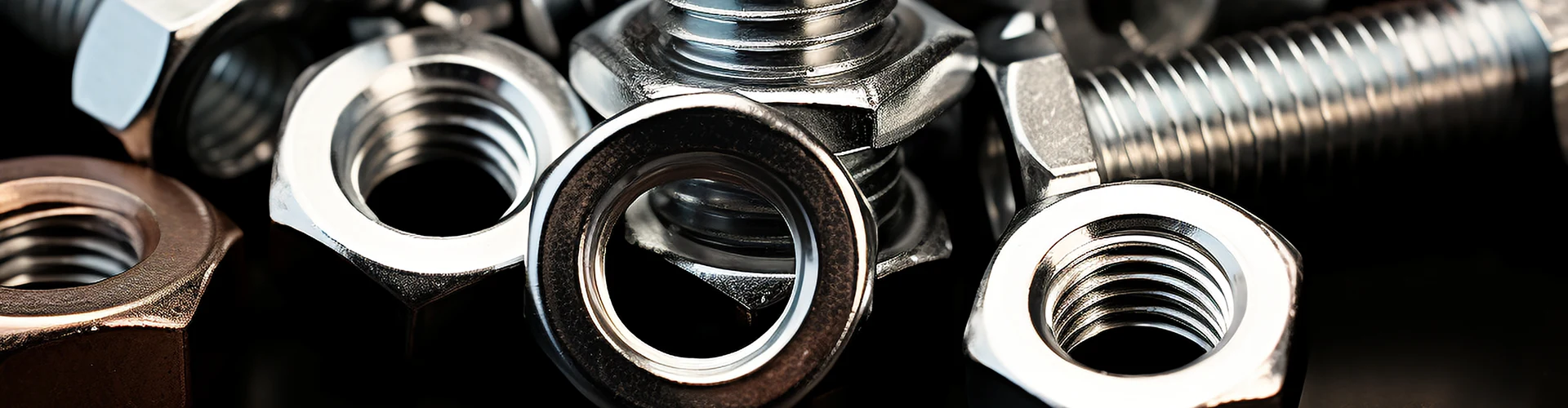





Intxaur sendo sendoa
Robusta azkoin azkoina behin betiko muntatu aurretik aldez aurretik muntatzen da osagaietan, ekoizpena erraztuz. Lotura fidagarriak aurkitzeak Xiaoguo® ekoizleen lokailuak aurkitzea esan nahi du.
Eredua:QIB/IND CLA
Bidali kontsulta
Produktuaren Deskribapena
Beren aldakortasunaren arrazoi nagusia sendotasunean datza, eta Roust Clinching intxaurra material harikor ugarirekin erabiltzeko aukera ematen du. Praktikan, askotariko materialekin erabiltzen dira normalean, besteak beste, altzairu leunarekin, tenpera ezberdineko aluminiozko aleazioekin, letoiarekin, kobre puruarekin eta altzairu herdoilgaitz batzuekin; altzairu herdoilgaitz austenitikoa da ohikoena. Jartzen ari diren materialak nahikoa malgua izan behar du hautsi gabe estaltzean mugitzeko. Materiala zenbaterainokoa den ere garrantzitsua da. Intxaur sendo sendoa mota bakoitzak lan egiten duen lodiera-sorta bat du, normalean 0,5 mm eta 6 mm ingurukoa (0,020" eta 0,236"), azkoinaren tamainaren eta materialaren sendotasunaren arabera.
Produktuaren abantailak:
Intxaur trinko sendoak erabiltzeak diru asko aurreztu dezake. Ez duzu soldatzeko ekipamendurik behar, soldagailuak zuzentzeko jendea, soldatzeko energia edo horrekin batera doazen hornigaiak, hala nola keak ateratzeko eta gauzak seguru mantentzeko.
Horiek jartzea oso azkarra da, gainera. Prentsa automatizatuekin, intxaur bakoitzak segundo gutxi batzuk behar izaten ditu normalean, eta horrek esan nahi du denbora gutxiagoan gehiago egin dezakezula. Pieza gutxiago ere erabiltzen dituzu (ez da garbigailurik edo blokeo-intxaurrik behar), beraz, piezak maneiatzea eta kontrolatzea errazagoa da.
Soldadurarekin alderatuta, ez da txatar handirik geratzen. Eta Robust Clinching fruitu lehorrak ondo mantentzen direnez, gutxiago gastatzen duzu bermeetan eta akatsak konpontzen. Horrek guztiak gauzak lotzeko modu nahiko merkea bihurtzen ditu asko egiten dituzunean.
| al | 440-2 | 632-1 | 632-2 | 832-1 | 832-2 | 024-1 | 024-2 | 032-1 | 032-2 | 0420-1 | 0420-2 |
| P | 40 | 32 | 32 | 32 | 32 | 24 | 24 | 32 | 32 | 20 | 20 |
| d1 | #4 | #6 |
#6 |
#8 |
#8 |
#10 |
#10 |
#10 |
#10 |
1/4 | 1/4 |
| dc max | 0.343 | 0.212 | 0.212 | 0.233 | 0.233 | 0.295 | 0.295 | 0.295 | 0.295 | 0.343 | 0.187 |
| Muntatzeko zuloen diametroa min |
0.344 | 0.213 | 0.213 | 0.234 | 0.234 | 0.296 | 0.296 | 0.296 | 0.296 | 0.344 | 0.1875 |
| Muntatzeko zuloen diametroa gehienez |
0.347 | 0.216 | 0.216 | 0.237 | 0.237 | 0.299 | 0.299 | 0.299 | 0.299 | 0.347 | 0.1905 |
| dk max | 0.45 | 0.29 | 0.29 | 0.32 | 0.32 | 0.38 | 0.38 | 0.38 | 0.38 | 0.45 | 0.26 |
| dk min | 0.43 | 0.27 | 0.27 | 0.3 | 0.3 | 0.36 | 0.36 | 0.36 | 0.36 | 0.43 | 0.24 |
| h max | 0.087 | 0.038 | 0.054 | 0.038 | 0.054 | 0.038 | 0.054 | 0.038 | 0.054 | 0.12 | 0.038 |
| h kodetzailea | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 3 | 1 |
| k max | 0.18 | 0.1 | 0.1 | 0.14 | 0.14 | 0.17 | 0.17 | 0.17 | 0.17 | 0.18 | 0.1 |
| k min | 0.16 | 0.08 | 0.08 | 0.12 | 0.12 | 0.15 | 0.15 | 0.15 | 0.15 | 0.16 | 0.08 |
| Muntatzeko plakaren lodiera min |
0.091 | 0.04 | 0.056 | 0.04 | 0.056 | 0.04 | 0.056 | 0.04 | 0.056 | 0.125 | 0.04 |

Instalatu beharrezko ekipoak:
Intxaur bat instalatzeko prentsa ekipamendu espezifikoak behar dira, normalean prentsa hidrauliko edo serbo-elektriko bat. Prentsan estaltzeko tresna espezifiko bat (puntzoi eta trokel multzoa) muntatzen da, azkoinen tamaina eta xafla lodiera espezifikorako diseinatuta. Tresnak presio handia eta lokalizatua aplikatzen du azkoinaren oinarri zerradunaren inguruan xafla deformatzeko.
Hot Tags: Intxaur sendo sendoa, Txina, fabrikatzailea, hornitzailea, fabrika
Lotutako Kategoria
Intxaur hexagonala
Intxaur karratua
Brida hexagonaleko azkoina
Intxaurra
Txapel Intxaurra
Intxaur hexagonoduna
Eskuz Torloju Intxaurra
Intxaur Biribila
Hubak Fruitu lehorrak
T-intxaurra
Lezka Intxaur
Beste fruitu lehorrak
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.