- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
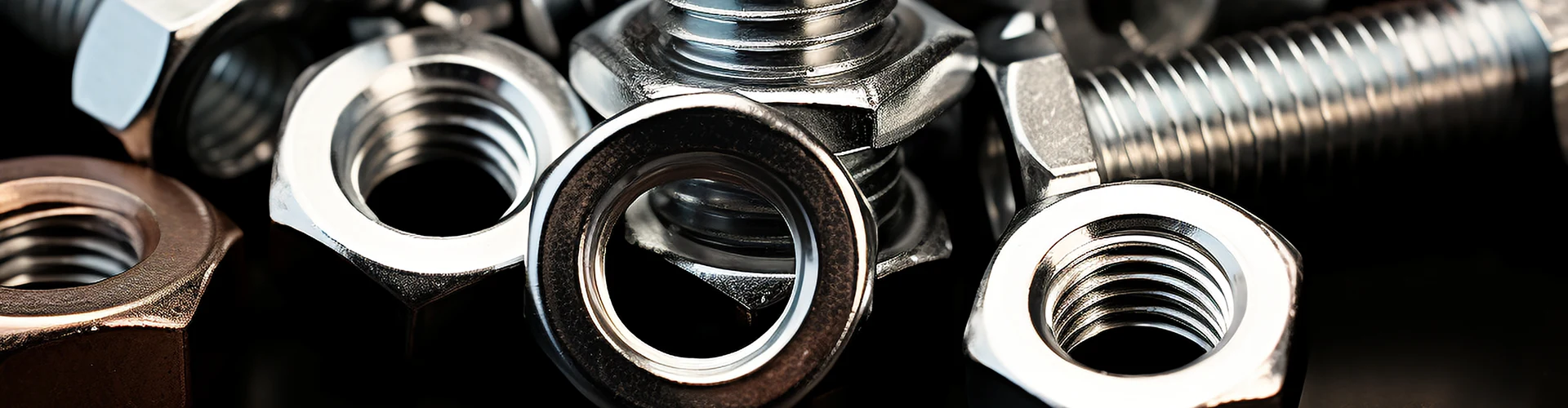


Hex Brida Soldadura Intxaurrak
Xiaoguo® Txinako Hex brida soldatzeko azkoinen brida gainazalak juntura laua ordezkatzen du funtzionamenduan zehar, juntagailuen kontratazio eta muntaketa prozesua aurrezten du. Produktuaren kostu orokorra % 30 murrizten da. Ingeniaritza kontrataziorako hobetsitako aukera da. Interesa baduzu, utzi mezu bat eta prezioen zerrenda emango dizugu.
Bidali kontsulta
Produktuaren Deskribapena
Soldadura-prozesua
Hex brida soldadura azkoinen oinarrizko soldadura-prozesua erresistentzia puntuko soldadura da. Konexio metodo eraginkor eta fidagarria da. Lan-printzipioa burutsua da: azkoinaren brida gainazala kontu handiz diseinatutako irtengunez hornituta dago. Soldadura-korrontea igarotzean, irtengune horiek erresistentzia-kontzentrazio handiena duten eremuak bihurtzen dira. Presio izugarriaren pean, azkar urtzen dira, eta, ondorioz, soldadura-nukleo sendoa osatzen dute. Lan-prozesua lau urratsetan bana daiteke:
(1)Kokapena eta Presurizazioa
Elikadura sistema automatikoak zehatz-mehatz kokatzen ditu Hex brida soldatzeko azkoinak oinarri-materialean. Goiko eta beheko elektrodoek aurrez ezarritako presioa aplikatzen dute, azkoinaren eta xaflaren artean estutasuna bermatuz.
(2) Berogailu elektrikoa
Hainbat mila ampereko korronte bat irtenguneetatik igaro zen instant batean, eta haien azpiko eremua azkar urtu zen.
(3)Presioa atxikitzea eta kristalizazioa
Korrontea moztu ondoren, elektrodoaren presioa mantentzen jarraitzen du, metal urtua presiopean hozten eta kristalizatzen utziz, soldadura-nukleo trinko bat osatuz.
(4)Berrezarri eta osatzea
Elektrodoa altxatzen da, eta soldadura-ziklo bat amaitu da. Soldatutako azkoina xaflarekin integratuta dago, eta bere hariaren indarra oinarrizko materialarena baino handiagoa izan ohi da.

Prozesuaren funtsezko parametroak
Hex brida soldatzeko azkoinetarako soldadura-kalitaterik egokiena lortzeko, funtsezkoa da hiru parametro nagusi hauen kontrola zehatza:
(1)Soldatzeko korrontea
Hau da soldadura-indarrean eragiten duen faktore nagusia. Korrontea baxuegia bada, soldadura osatugabea izango da; altuegia bada, Hex brida soldatzeko azkoinen zipriztinak edo "erretzeak" eragin ditzake.
(2) Elektrodoen presioa
Presio nahikoa eman behar da pieza estuki ukituta dagoela ziurtatzeko, baina gehiegizko presioak irtenguneak goiztiar zapal ditzake, eta, ondorioz, soldadura-efektua ahuldu.
(3)Soldatzeko denbora
Oso laburra izan ohi da (hamarka milisegundo batzuk) eta bero-sarrera kontrolatzeko erabiltzen da, intxaurra gehiegi berotzea saihestuz.
Hartu 1,5 mm karbono baxuko altzairuzko plaka baten soldadura M8 Hex brida soldatzeko azkoin arrunt batekin adibide gisa. Erreferentzia-parametroak hauek dira:
Elektrodoaren presioa: 2,5 - 4,0 kN
Soldadura-korrontea: 8 - 11 kA
Soldatzeko denbora: 8 - 15 ziklo (gutxi gorabehera 0,16 - 0,3 segundo)

| Haria Tamaina | M5 | M6 | M8 | M10 | M12 | M14 | M16 | ||
| d | |||||||||
| P | Hari lodia | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | |
| Hari-Pasa Fina | / | / | / | / | 15 | 1.5 | 1.5 | ||
| C | Tamaina Nominala | ±0,1 | 0.8 | 0.8 | 1 | 1.2 | 1.2 | 1.2 | 1.2 |
| dc | gehienez | 15.5 | 18.5 | 22.5 | 26.5 | 30.5 | 33.5 | 36.5 | |
| min | 14.5 | 17.5 | 21.5 | 25.5 | 29.5 | 32.5 | 35.5 | ||
| e | min | 8.2 | 10.6 | 13.6 | 16.9 | 19.4 | 22.4 | 25 | |
| gehienez | 8.5 | 10.9 | 14 | 17.5 | 20 | 23 | 26 | ||
| f | Tamaina Nominala | ±0,25 | 1.7 | 2 | 2.5 | 3 | 3 | 4 | 4 |
| g | Tamaina Nominala | ±0,1 | 4 | 5 | 6 | 7 | 8 | 8 | 8 |
| m | min | 4.7 | 6.64 | 9.64 | 12.57 | 14.57 | 16.16 | 18.66 | |
| gehienez | 5 | 7 | 10 | 13 | 15 | 17 | 19.5 | ||
| S | gehienez | 8 | 10 | 13 | 16 | 18 | 21 | 24 | |
| min | 7.64 | 9.64 | 12.57 | 15.57 | 17.57 | 20.48 | 23.48 | ||
| b | gehienez=tamaina nominala | 2.2 | 2.7 | 2.7 | 2.95 | 3.2 | 3.45 | 3.7 | |
| min | 2 | 2.5 | 2.5 | 2.75 | 3 | 3.25 | 3.5 | ||
| 1000 unitate/kg bakoitzeko | / | 5.7 | 12.2 | 21.8 | 29.4 | 45.8 | / | ||
Hot Tags: Hex Brida Soldadura Intxaurrak, Txina, Fabrikatzailea, Hornitzailea, Fabrika
Lotutako Kategoria
Intxaur hexagonala
Intxaur karratua
Brida hexagonaleko azkoina
Intxaurra
Txapel Intxaurra
Intxaur hexagonoduna
Eskuz Torloju Intxaurra
Intxaur Biribila
Hubak Fruitu lehorrak
T-intxaurra
Lezka Intxaur
Beste fruitu lehorrak
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.