- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Hasiera > Produktuak > Bolt > Buru biribila Torlojua > Doitasun-ingeniaritza aurpegia proiekzioa soldadura Bolt





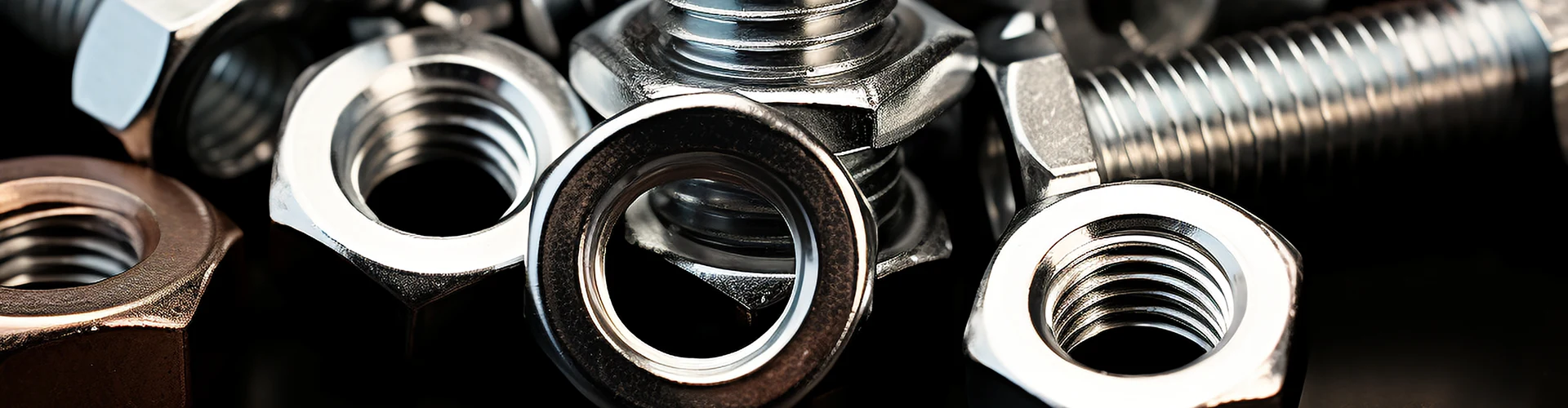
Doitasun-ingeniaritza aurpegia proiekzioa soldadura Bolt
Doitasun handiko ingeniaritza aurpegiko proiekzioko soldadura-torlojua oso erabilia da automobilgintzan muntaketa eraginkor eta fidagarri baterako. Xiaoguo®-k esportatutako produktuetarako, ISO eta DIN bezalako nazioarteko estandarrak betetzea lehentasuna da, torloju honen barne. Interesa baduzu, jar zaitez gurekin harremanetan.
Eredua:QC/T 599.1-1999
Bidali kontsulta
Produktuaren Deskribapena
Doitasunez diseinatutako aurpegiko proiekziorako soldadura-torlojuek tamaina estandarrak eta hari zehaztapenak jarraitzen dituzte, hala nola ISO hari metrikoak (M4, M5, M6, M8, M10) edo hari bateratuak (UNC/UNF). Neurri garrantzitsuenen artean, hariaren tamaina eta luzera, zurtoinaren diametroa, buruaren diametroa eta lodiera, eta garrantzitsuena, torlojua soldatzen den zatiaren irtenguneen forma (zenbateko altuera, diametroa, zenbat dauden).
Produktuaren Abantailak
Proiekzioak Precision-en diseinatutako aurpegi-proiekzioaren soldadura-torloi batean diseinatzen diren moduak (inguruko eraztun bat edo hainbat kolpe txiki bezala) oso garrantzitsua da soldadura koherenteak lortzeko. Erabilera ohikoenetarako funtzionatzen duten diseinu estandarrak daude, baina pertsonalizatuak ere egin ditzakezu.
Doitasun pertsonalizatutako ingeniaritza gainazalean, soldadura-torloju irtenak profesionalki kalibratu eta doitzen dira materialaren lodiera eta indar estandar desberdinetara zehaztasunez egokitzeko. Gogortasun handiko aleazioak eta substratu hauskorrak bezalako material zailen aurrean ere, konexio-egonkortasuna eta egitura-segurtasuna berma ditzakete ingeniaritza pertsonalizatutako beharrei erantzuteko.
| al | M5 | M6 | M8 | M10 |
| P | 0.8 | 1 | 1.25 | 1.5 |
| dk max | 12.4 | 14.4 | 16.4 | 20.4 |
| dk min | 11.6 | 13.6 | 15.6 | 19.6 |
| k max | 2 | 2.2 | 3.2 | 4.2 |
| k min | 1.6 | 1.8 | 2.8 | 3.8 |
| e max | 2.25 | 2.75 | 2.25 | 2.75 |
| e min | 1.75 | 2.25 | 1.75 | 2.25 |
| b gehienez | 3.3 | 4.3 | 5.6 | 6.3 |
| b min | 2.7 | 3.7 | 4.7 | 5.7 |
| h max | 0.8 | 0.9 | 1.1 | 1.3 |
| h min | 0.6 | 0.75 | 0.9 | 1.1 |
| d1 gehienez | 10 | 11.5 | 14 | 17.5 |
| d1 min | 9 | 10.5 | 13 | 16.5 |
| r max |
0.6 | 0.7 | 0.9 | 1.2 |
| r min | 0.2 | 0.25 | 0.4 | 0.4 |
| gehienez bat | 3.2 | 4 | 5 | 5 |

Kalitatearen ikuskapena eta ziurtagiria
Precision engineered aurpegia proiektatzeko soldadura torlojuekin soldadura koherenteak lortzeko, mantendu oinarrizko metalezko gainazalak garbi. Erabili ondo diseinatutako eta forma onean dauden elektrodoak. Eutsi estuki soldadura-ezarpenei: korrontea, denbora, presioa, eusteko denbora. Eta ziurtatu boltaren proiekzioak koherenteak direla.
Prozesu suntsitzaileak ohikoak egitea, momentua edo ebakidura probak adibidez, garrantzitsua da prozesua kontrolpean mantentzeko.
Hot Tags: Doitasun Ingeniaritza Aurpegiaren Proiekziorako Soldadura Bolt, Txina, Fabrikatzailea, Hornitzailea, Fabrika
Lotutako Kategoria
Buru Hexagonoko Torlojua
Buru Hexagonoko Brida Torloa
Buru karratua Torlojua
Buru biribila Torlojua
Bolt abokatua
Knuckle Bolt
T-torloju
U Bolt
Fundazio torlojuak
Aingura torlojua
Hub denda
Socket hexalobularra
Hamabi angelu torlojua
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.