- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Hasiera > Produktuak > Fruitu lehor > Brida hexagonaleko azkoina > Estandarra nagusi den Torque Hex Brida Azkoina


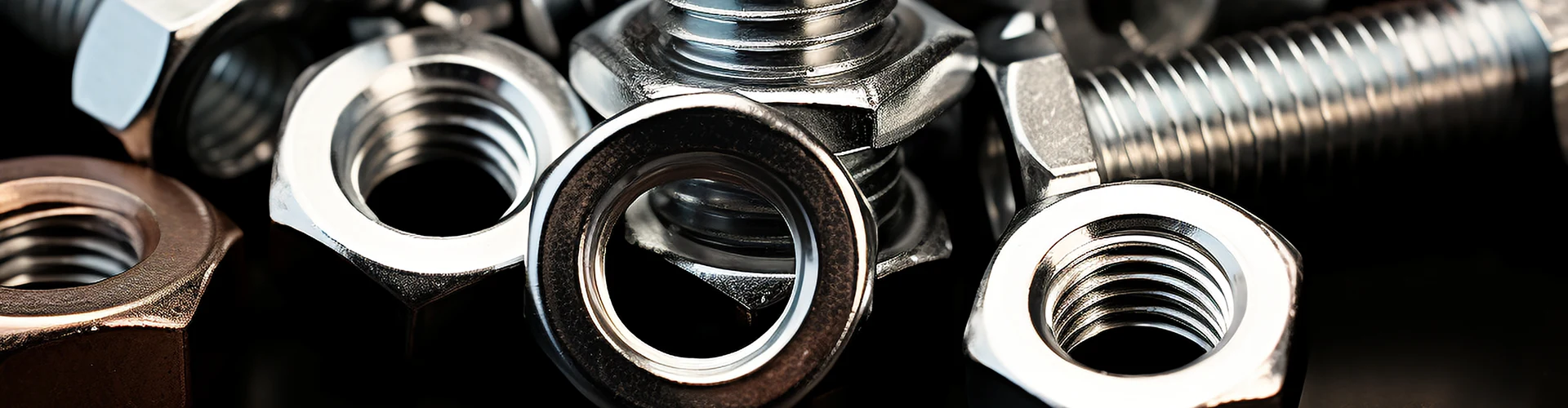
Estandarra nagusi den Torque Hex Brida Azkoina
Txinako hornitzaileak Xiaoguo® Standard Prevailing Torque Hex Flange Nut-ek askatzearen aurkako errendimendu fidagarria eskaintzen du makineria eta automobilgintza erabiltzeko. Eraikitako bridari esker, ez duzu garbigailu gehigarririk behar eta muntaia bizkortzen du. Hari estandarrak ondo egokitzen zaizkio torlojuei. Indarrean dagoen momentu hexagonaleko brida azkoin estandar pertsonalizatuak eskaintzen ditugu, tamaina eta errendimendu-behar ezberdinei erantzuteko. Kalitate-kontrol zorrotzarekin eta material iraunkorrekin, intxaur hauek muntaketa industrialetarako eta epe luzerako eskaera handietarako egokiak dira.
Bidali kontsulta
Produktuaren Deskribapena
Zein gainazal-tratamendu eskaintzen dituzue Standard Prevailing Torque Hex Flange Nut-erako?
1.Electroplated zink tratamendua: lehortze-gela barruko eszenetarako oinarrizko babes aukera
Galvanizazioa zinka intxaur baten gainazalean zink geruza uniforme eta trinkoa elektrolisiaren printzipioaren bidez metatzeko prozesua da. Lodiera zehatz-mehatz kontrolatzen da 6-12μm artean. Barruko ingurune lehor eta ez-korrosiboan erabil daiteke, 3-5 urtez arte herdoilaren oinarrizko babesa duten fruitu lehorrak eskaintzen ditu. estaldura eta kolore uniformea.Ez du inongo kalterik eragingo azkoinaren harietan.Ez du eraginik izango bere torketa-momentu berezia (aslatzearen aurkako momentua) errendimenduan. Ezin hobea da bulegoko altzarietarako, barruko ekipamendu mekanikoetarako, kontrol-armairu elektrikoetarako eta herdoilaren prebentzioa neurrizko prebentzioa eta itxura garbitasunari arreta emateko behar diren beste muntaketa-egoeretan.
2.Hot-dip galvanizatzeko tratamendua: epe luzerako babesa kanpoko ingurune gogorretan eta hezeetan
Beroko galvanizazioak intxaurra zink urtuan erabat murgiltzea dakar, 45-85 μm-ko lodiera duen gainazalean zink-burdina aleazio estaldura bat sortzen du, estaldurak lotura-indar oso handia du oinarrizko metalarekin. Zubietako euskarriak kostaldeko gatz-esparruetan edo udal farolen zutoinetan, edo oraindik euritsu eta heze dauden ura kontserbatzeko kanpoko komunikazio-instalazioetan, berotan galbanizatutako estaldurak eraginkortasunez aurre egin diezaiokete euri, laino eta substantzia azido edo alkalinoen korrosioari. Momentu-proba ugari egiaztatu ondoren, tratamendu-prozesu honek ez du intxaurren aurkako balioa aldatuko.

Produktuaren neurriak eta zehaztapenak
(1)Tamaina estandar konbentzionalak
Lotura industrial honetarako ohiko neurri metrikoak eskaintzen ditugu, eguneroko muntaia eta ekoizpen mekanikoan gehien erabiltzen diren zehaztapenak estaliz. Hariaren tamainak M4 eta M20 bitartekoak dira. Torloju metriko estandar gehienetara egokitzen dira eta bat datozen piezak. Erabilera normalak ez du aparteko prozesaketa pertsonalizatua behar. Tamaina bakoitzak bridaren diametroa, azkoinaren lodiera eta hexagonalaren zabalera du, estandar industrial arruntei jarraituz. Erosleek tamainak aukera ditzakete zuzenean beren ekipamendu eta muntaketa beharren arabera.
(2)Tamainaren zehaztasuna eta pertsonalizatutako aukerak
Tamaina arrunt guztiak neurgailu profesionalekin egiaztatzen dira egokitze egokia ziurtatzeko, instalazioan eragina duten desbideratze handirik gabe. Tamaina-parametroak egonkorrak dira lote bakoitzerako, eskari ugarietarako eta epe luzerako behin eta berriz erabiltzeko egokiak. Indarrean dagoen Torque Hex Flange Nut-ek lan-egoera berezietarako lote txikiko tamainaren doikuntza ere onartzen du, hala nola bridaren lodiera edo hariaren luzera zentzuzko tarte batean aldatzea, tamaina arruntek estali ezin dituzten muntaketa-behar ez-estandarrak asetzeko, eta doitutako parametro zehatzak berretsiko ditugu ekoizpenaren aurretik.
Produktuen fabrikako ikuskapen-elementuak
| Indarrean dagoen Torque Hex Brida Azkoinaren Ikuskapen-elementua | Ikuskapen Xehetasunak |
| Hariaren tamaina egiaztatzea | Erabili neurtzeko tresna estandarrak hariaren diametroa, pasua eta doikuntza neurtzeko. Ziurtatu haria ezin hobeto bat etor daitekeela torloju arruntarekin. Ez da ez solterik ez estuegi egon behar. Aldi berean, ez da hariaren gainazalean errebarik edo kalterik egon behar. |
| Bridaren dimentsioa eta itxura | Egiaztatu bridaren diametroa, lodiera eta lautasuna. Ziurtatu ez dagoela deformaziorik, pitzadurarik edo gainazaleko marradurarik. Brida ondo lotuta dago azkoinaren gorputzera, solterik edo osagairik kaltetu gabe. |
| Blokeatzeko momentuaren proba | Proba-momentuaren balioak estandar industrialekin bat datoz. Baieztatuta dago karga-baldintza normaletan askatzearen aurkako errendimendu egonkorra duela. |
| Materiala eta gainazalaren egiaztapena | Egiaztatu oinarrizko materialaren indarra eta gainazaleko tratamenduaren egoera. Ez dago herdoila, estaldura zuritu edo materialaren akatsik |
Hot Tags: Indarrean dagoen Torque Hex Flange Nut, Txina, fabrikatzailea, hornitzailea, fabrika
Lotutako Kategoria
Intxaur hexagonala
Intxaur karratua
Brida hexagonaleko azkoina
Intxaurra
Txapel Intxaurra
Intxaur hexagonoduna
Eskuz Torloju Intxaurra
Intxaur Biribila
Hubak Fruitu lehorrak
T-intxaurra
Lezka Intxaur
Beste fruitu lehorrak
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.