- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Hasiera > Produktuak > Fruitu lehor > Intxaur hexagonala > Hexagono sakona Lepoko Proiekzioa Soldadura Intxaurrak


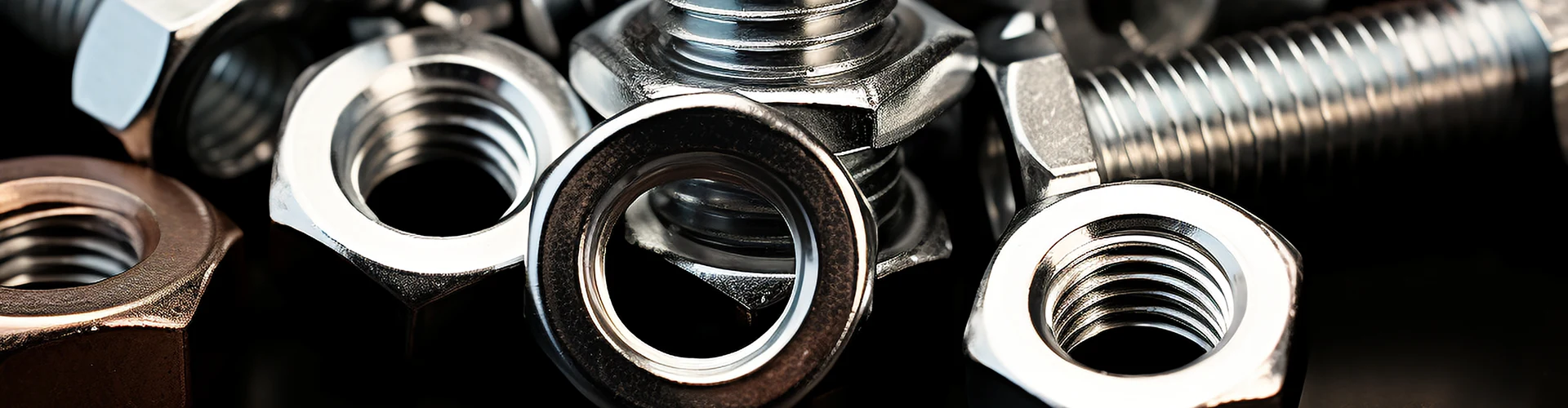
Hexagono sakona Lepoko Proiekzioa Soldadura Intxaurrak
Aukeratu Txinan egindako Xiaoguo® Hexagon Deep Collar Projection Weld Intxaur berriena. Buru hexagonal estandarra ezin hobeto dator giltza arruntarekin. Diseinu hexagonalak eremu txikia hartzen du, eta espazio mugatuetan finkatzeko eta soldatzeko egokia da. Soldadura amaitu ondoren, torlojuak zuzenean estutu daitezke.
Eredua:JIS B1196-1.1-1982
Bidali kontsulta
Produktuaren Deskribapena
Hexagonoko Lepoko Proiekzio Sakoneko Soldadura Intxaurren behealdean dauden hiru irtenguneak azkoin arruntetatik bereizten dituzten egiturazko ezaugarri nagusiak dira. Hiru puntu hauek uniformeki banatzen dira 120°-tan eta erresistentzia-puntu bidezko soldadura-prozesuan lau funtsezko eginkizun hauek betetzen dituzte:
(1) Korrontea kontzentratuta dago eta lehenik urtzen da.
Irtena den puntuaren sekzio-eremua azkoinaren oinarriarena baino txikiagoa da. Soldadura-korrontea igarotzen denean, korronte-dentsitatea nabarmen handitzen da irtena den puntuan, eta erresistentzia bero bizia sortuz, irtena den puntua lehentasunez urtzen da azkoinaren gorputzaren eta oinarrizko metalaren aurretik.
(2)Hiru puntuk plano bat zehazten dute, desnibel moldagarriarekin
Hiru puntuk zehazten dute plano bat. Oinarrizko materialaren gainazalean irregulartasun apur bat badago ere (adibidez, olio-orbanak, kolpe txikiak eta depresioak), edo Hexagonoko Lepo sakoneko Proiekzio-Soldatu Intxaurren beheko gainazala guztiz laua ez bada, irtendako hiru puntuek gutxienez hiru puntu oinarrizko materialarekin kontaktu egonkorra izango dutela berma dezakete. Horrek nabarmen murrizten du soldadura-prozesuak piezaren gainazaleko kalitatearekiko duen sentikortasuna, eta soldadura arrakasta-tasa hobetzen du.
(3) Osatu hiru soldadura-nukleo simetriko, soldadura indar uniformearekin
Hiru irtenguneak aldi berean urtzen dira potentzia aplikatzean, eta presiopean, uniformeki banatutako hiru soldadura-nukleo eratzen dira. Puntu bakarreko edo bi puntuko soldadurarekin alderatuta, hiru puntuko egiturak soldaketaren indarraren banaketa uniformeagoa eta tortsioarekiko eta tiratzearekiko erresistentzia handiagoa lortzen du.
(4) Metal urtua mugatzea eta zipriztinak murriztea
Irtengunearen diseinuak metal urtua irtengune dagoen tokira mugatzen du. Elektrodoen presioaren eraginez, urtutako metala kanpoaldera hedatzen da neurri batean, eta ondorioz, litekeena da estutu eta zipriztinak sortzea.

Eguneroko ikuskapena
Hexagono sakoneko lepoko proiekzioa soldadura-intxaurrak behin betiko finkatzen dira piezan erresistentzia puntuko soldadura bidez. Erabilera ohiko baldintzetan, ez du ia eguneroko mantentze-lanak behar. Hala ere, epe luzeko zerbitzuetan edo ingurune zehatzetan, ikuskapen eta mantentze egokiek bere bizitza iraupena luzatzen dute eta konexioaren fidagarritasuna bermatu dezakete.
(1) Soldadura puntuaren itxura
Behatu begiz edo lupa erabiliz, ez da izan behar pitzadurarik, herdoilik eta soldadura askatzeko arrastorik. Pitzadurak edo soldadura askatzea aurkituz gero, soldadura berriro soldatu behar da edo azkoina ordezkatu behar da.
(2)Flange/Base Fit
Ikusizko ikuskapena bridaren gainazala piezari ondo lotuta dagoen egiaztatzeko. Deformazioak soldadura eskasa adieraz dezake eta indarra ebaluatu behar da.
(3)Hariaren egoera
Neurri edo ikuskapen bisuala erabiliz, haria osorik badago irristatzerik edo burdinazko limadurak blokeatu gabe, ez da aldaketarik behar. Blokeo apur bat badago, txorrotadun fresaketa bat erabil daiteke; irristadura badago, Hexagono sakoneko lepoko proiekzioko soldadura-intxaurrak ordezkatu behar dira.
(4)Herdoilaren aurkako geruza
Ikusizko ikuskapena estaldura edo akabera herdoil-eremu handirik gabe osatuta dagoela ziurtatzeko. Tokiko herdoila konpondu daiteke herdoilaren aurkako pintura edo galvanizatzaile hotza aplikatuz.

| al | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1|1.25 | 1,25|1,5 | 1,25|1,75 |
| s gehienez | 11 | 11 | 13 | 15 | 17 | 19 |
| s min | 10.57 | 10.57 | 12.57 | 14.57 | 16.57 | 18.48 |
| H max | 5 | 5 | 6 | 7.5 | 9 | 11 |
| H min | 4.7 | 4.7 | 5.7 | 7.14 | 8.64 | 10.57 |
| d1 gehienez | 6.9 | 6.9 | 8.9 | 10.9 | 12.9 | 14.9 |
| d1 min | 6.7 | 6.7 | 8.7 | 10.7 | 12.7 | 14.7 |
| h max | 0.8 | 0.8 | 0.8 | 0.8 | 1.2 | 1.2 |
| h min | 0.6 | 0.6 | 0.6 | 0.6 | 1 | 1 |
| h1 max | 0.5 | 0.5 | 0.5 | 0.5 | 0.7 | 0.7 |
| h1 min | 0.3 | 0.3 | 0.3 | 0.3 | 0.5 | 0.5 |
Hot Tags: Hexagono sakoneko lepoko proiekzioa soldadura intxaurrak, Txina, fabrikatzailea, hornitzailea, fabrika
Lotutako Kategoria
Intxaur hexagonala
Intxaur karratua
Brida hexagonaleko azkoina
Intxaurra
Txapel Intxaurra
Intxaur hexagonoduna
Eskuz Torloju Intxaurra
Intxaur Biribila
Hubak Fruitu lehorrak
T-intxaurra
Lezka Intxaur
Beste fruitu lehorrak
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.