- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
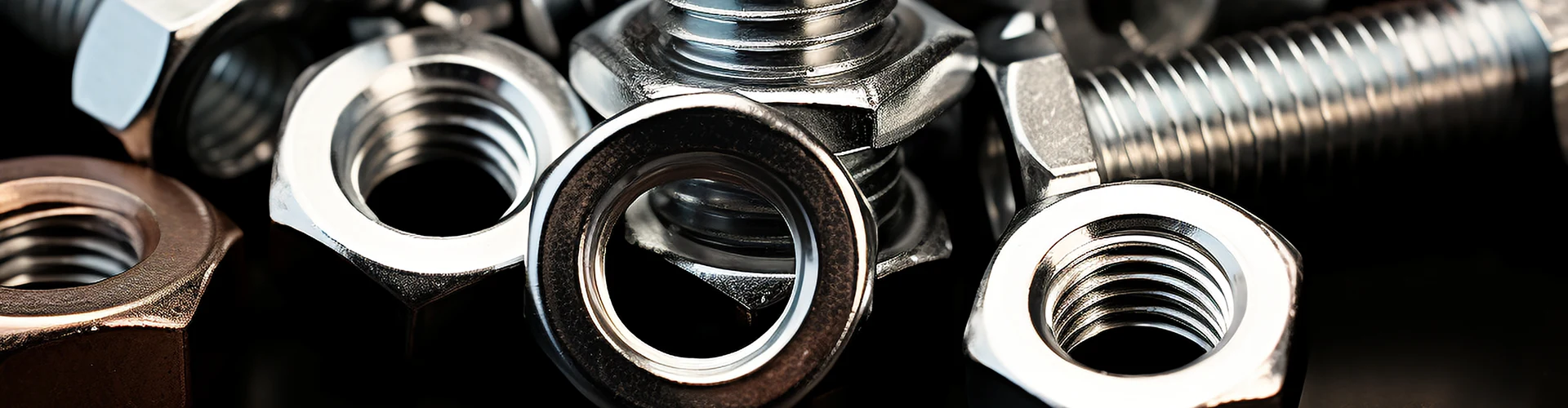


Hexagono Lekuko Soldadura Intxaurrak
Erlaxatu eta aurrera Xiaoguo® Hexagon Spot Weld Nuts-en erosketa handiarekin. Ekipamenduen ekoizpen talde profesional bat eta salmenta osteko talde bat ditugu, prozesu osoko produktuen laguntza eskaintzen dutenak, erosketa esperientzia hobetuz.
Bidali kontsulta
Produktuaren Deskribapena
(1) Torque proba suntsitzailea
Sartu bat datozen torlojuak Hexagono puntuko soldadura azkoinetan, aplikatu zehaztutako momentua giltza dinamometro batekin. Ez badu biratzen eta soldadura-puntuak urratzen ez badira, kualifikatutzat jotzen da. Gomendatutako erreferentzia-momentuaren balioa BS 7670 arauaren arabera:
M5 azkoina: gutxieneko hutsegite-momentua ≥ 12 N·m
M6 azkoina: gutxieneko hutsegite-momentua ≥ 20 N·m
M8 azkoina: gutxieneko hutsegite-momentua ≥ 50 N·m
(2)Tira edo ateratze proba
Egin banda suntsitzaileak edo ateratze-probak kontaktu-puntu bakoitzean metal-pieza bat atera daitekeen oinarrizko materialetik egiaztatzeko.
(3) Ikusizko Ikuskapena
Hexagono puntuko soldadura-intxaurrak ez daude okertuta, eta brida-azalera ezin hobeto dago piezarekin kontaktuan.
Ez dago zipriztina larririk, pitzadurarik edo soldadurarik.
Hari-neurgailuaren proba gainditu zen (soldatzeko beroaren eraginak ez luke haria deformatu behar).

Segurtasun Abisua
Erresistentzia puntuko soldadurarako eta ondorengo muntaketa egiteko Hexagon Spot Weld Intxaurrak erabiltzen dituzunean, jarraitu zorrozki honako segurtasun jarraibide hauek norberaren segurtasuna, ekipoen osotasuna eta soldadura kalitatea bermatzeko.
(1) Erabili babes-ekipoa
Soldadura makina funtzionatzerakoan, babes-betaurrekoak edo aurpegiko pantaila bat erabili behar dira soldadura-zipriztinengatik begietako lesiorik ez izateko.
Jarri suaren aurkako eskularruak eta mahuka luzeko laneko arropa, metal hegalariak larruazala erre ez dezan.
Kea dagoen ingurune batean, beharrezkoa da hauts-maskara bat eramatea edo tokiko ihes-gailu bat erabiltzea.
(2) Saihestu shock elektrikoa
Ziurtatu soldadura-makina behar bezala lotuta dagoela eta kablearen isolamendu-geruza osorik dagoela.
Mantendu soldadura-makinaren ingurua lehorra. Lurrean ez da ur metaketarik edo olio orbanik egon behar.
Guztiz debekatuta dago soldadura-makina esku hutsekin ustiatzea ingurune heze batean. Eragiketa beharrezkoa bada, isolamendu-kosxina edo oinetako isolatzaileak erabili behar dira.
(3)Saihestu zipriztinak eta sua
Soldadura-eremuan ez da elementu sukoirik edo lehergarririk jarriko (adibidez, olio-bidoiak, disolbatzaileak, papera, etab.).
Zipriztinak nabarmenak direnean, soldadura-lantokiaren inguruan su-hesiak jar daitezke.
Soldadura amaitu ondoren, utzi pieza naturalki hozten giro-tenperaturara pilatu aurretik. Honek hondar beroak beste material batzuk piztea eragozten du.
(4)Ekipoen mantentze-lanak
Egiaztatu aldian-aldian elektrodoak gastatuta dauden eta kokapen-pinak solteak ote dauden.
Soldadura-makinaren barruan eta lan-mahaian dauden metal-hondakinak aldizka garbitu, zirkuitu laburrak edo traba mekanikoak saihesteko.
Hexagono puntuko soldadura azkoinen soldadura eta erabilerak segurtasun-argibideak zorrotz jarraitu behar ditu. Horrek operadoreen segurtasuna bermatzeaz gain, soldadura-kalitatea eta ekoizpen-eraginkortasuna eraginkortasunez hobetzen ditu.

| al | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1|1.25 | 1,25|1,5 | 1,25|1,75 |
| s gehienez | 11 | 11 | 13 | 15 | 17 | 19 |
| s min | 10.57 | 10.57 | 12.57 | 14.57 | 16.57 | 18.48 |
| H max | 5 | 5 | 6 | 7.5 | 9 | 11 |
| H min | 4.7 | 4.7 | 5.7 | 7.14 | 8.64 | 10.57 |
| d1 gehienez | 6.9 | 6.9 | 8.9 | 10.9 | 12.9 | 14.9 |
| d1 min | 6.7 | 6.7 | 8.7 | 10.7 | 12.7 | 14.7 |
| h max | 0.8 | 0.8 | 0.8 | 0.8 | 1.2 | 1.2 |
| h min | 0.6 | 0.6 | 0.6 | 0.6 | 1 | 1 |
| h1 max | 0.5 | 0.5 | 0.5 | 0.5 | 0.7 | 0.7 |
| h1 min | 0.3 | 0.3 | 0.3 | 0.3 | 0.5 | 0.5 |
Hot Tags: Hexagono puntuko soldadura intxaurrak, Txina, fabrikatzailea, hornitzailea, fabrika
Lotutako Kategoria
Intxaur hexagonala
Intxaur karratua
Brida hexagonaleko azkoina
Intxaurra
Txapel Intxaurra
Intxaur hexagonoduna
Eskuz Torloju Intxaurra
Intxaur Biribila
Hubak Fruitu lehorrak
T-intxaurra
Lezka Intxaur
Beste fruitu lehorrak
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.