- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
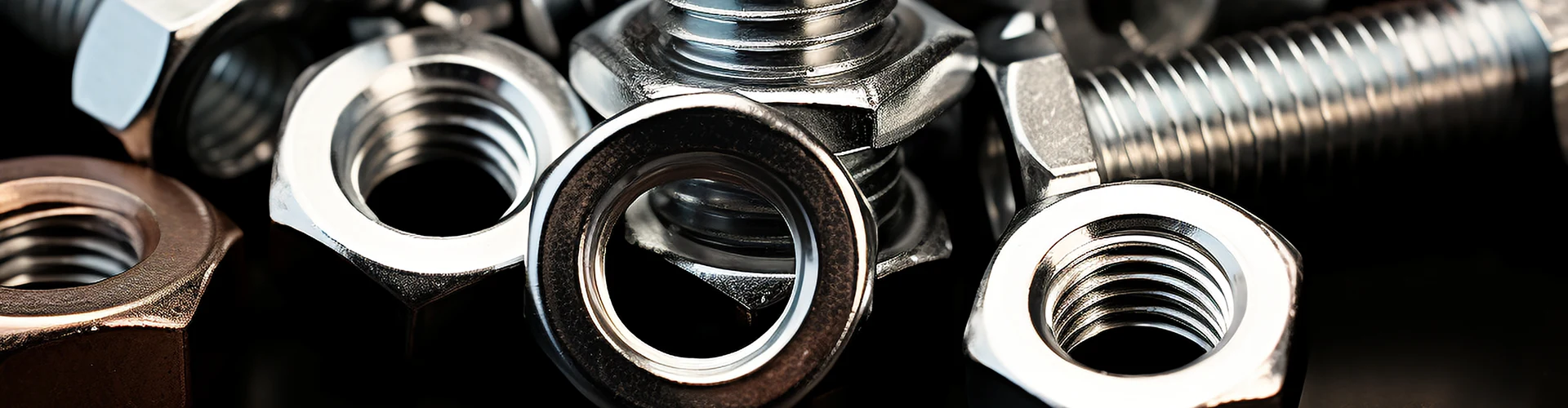





Indar handiko Hexagono Soldadura Intxaur
Zinkak edo galvanizazioa bezalako gainazaleko tratamenduak erresistentzia handiko hexagonodun azkoin soldadurari aplikatu ohi zaizkio, korrosioarekiko erresistentzia eta iraunkortasuna hainbat ingurunetan hobetuz. Xiaoguo® aukeratzeak fidagarritasuna, kalitatea eta bezeroen gogobetetzea balioesten dituen enpresa batekin elkartzea esan nahi du, fabrikatzaileekin elkarlanean aritzen dena soluzio guztiek bikaintasun estandar altuenak betetzen dituztela ziurtatzeko.
Eredua:DIN 929-2000
Bidali kontsulta
Produktuaren Deskribapena
Indar handiko Hexagon Weld Nut-en fabrikatzaileek industriako estandarren arabera ekoitzi behar dute fruitu lehorren indarra, zehaztasuna eta soldadura-kalitateak estandarrak bete ditzan. Hornitzaile ezberdinetako fruitu lehorrak askotan trukagarriak direla esan nahi dute. Esate baterako, DIN estandarrek tamaina zehatzak, materialak eta erresistentzia eskakizunak definitzen dituzte. ISO arauek kalitatea koherentea mantentzen laguntzen dute nazioartean. ASTM estandarrak proba metodoetan eta materialen zehaztapenetan oinarritzen dira. Enpresek arau hauek betetzen dituztenean, beren fruitu lehorrak hainbat aplikaziotan erabil daitezke eta erraz ordezkatu daitezke beste pieza batzuekin.
Produktuaren xehetasunak
Errepidean, High Strength Hexagon Weld Nut teknologia hobetzen joango da ziurrenik. Fabrikatzaileek material edo nahasketa berriak probatu ditzakete hobeto funtzionatzen laguntzeko, agian sendoagoak diren eta herdoilari gehiago aurre egiten dioten aleazioak garatuz. Soldadura puntuen edo azkoin-gorputzaren forman doikuntzak ere ikus genitzake, soldadura garbiagoa izan dadin eta karga astunagoak eusteko. Soldadura-metodoak hobetzen diren heinean, kalitate hobeagoko fruitu lehorrak kostu txikiagoan ekoiztea posible da. Horrelako eguneratzeek soldadura hexagonaleko fruitu lehorrak erabilgarriak eta fidagarriak izaten lagunduko lukete industria ezberdinetan.
G: Nola ontziratzen dira indar handiko hexagonodun intxaurrak bidaltzeko?
E: Soldadura hexagonaleko fruitu lehorrak paketatzen ditugu bidalketa garaian seguru mantentzeko. Eskaera handiagoetarako, ontzi estandarizatuak erabiltzen ditugu: kartoizko kax lodiak edo sendotasun handiko poltsa itxiak erabiltzen dira kanpoko geruzarako. Materialaren trakzio-erresistentzia eta zigilatzeko propietateek hezetasuna blokeatzen dute eta kanpoko inpaktuak arintzen dituzte. Paketatzearen ondoren, salgaiak eskuz kalibratu eta mekanikoki lagunduta daude, irristagaitza duten paletetan egonkortasunez pilatzeko, buffer-zatiketaz hornituta eta uhalekin bermatuta. Errepidez edo itsasoz garraiatu, modu seguruan pila daitezke. Babes bikoitza "materialen babesa + pilatzeko errefortzuak".
| al | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
| P | 0.5 | 0.7 | 0.8 | 1 | 1.25 | 1.25eko 1.5 | 1.25 丨 1.5 丨 1.75 | 1.5 eta 2 | 1.5 eta 2 |
| d1 gehienez | 4.47 | 5.97 | 6.96 | 7.96 | 10.45 | 12.45 | 14.75 | 16.75 | 18.735 |
| d1 min | 4.395 | 5.895 | 6.87 | 7.87 | 10.34 | 12.34 | 14.64 | 16.64 | 18.605 |
| e min | 8.15 | 9.83 | 10.95 | 12.02 | 15.38 | 18.74 | 20.91 | 24.27 | 26.51 |
| h max | 0.55 | 0.65 | 0.7 | 0.75 | 0.9 | 1.15 | 1.4 | 1.8 | 1.8 |
| h min | 0.45 | 0.55 | 0.6 | 0.6 | 0.75 | 0.95 | 1.2 | 1.6 | 1.6 |
| h1 max | 0.25 | 0.35 | 0.4 | 0.4 | 0.5 | 0.65 | 0.8 | 1 | 1 |
| h1 min | 0.15 | 0.25 | 0.3 | 0.3 | 0.35 | 0.5 | 0.6 | 0.8 | 0.8 |
| s gehienez | 7.5 | 9 | 10 | 11 | 14 | 17 | 19 | 22 | 24 |
| s min | 7.28 | 8.78 | 9.78 | 10.73 | 13.73 | 16.73 | 18.67 | 21.67 | 23.67 |
| H max | 3 | 3.5 | 4 | 5 | 6.5 | 8 | 10 | 11 | 13 |
| H min | 2.75 | 3.2 | 3.7 | 4.7 | 6.14 | 7.64 | 9.64 | 10.57 | 12.57 |

Hot Tags: Indar handiko Hexagono Soldadura Intxaurra, Txina, Fabrikatzailea, Hornitzailea, Fabrika
Lotutako Kategoria
Intxaur hexagonala
Intxaur karratua
Brida hexagonaleko azkoina
Intxaurra
Txapel Intxaurra
Intxaur hexagonoduna
Eskuz Torloju Intxaurra
Intxaur Biribila
Hubak Fruitu lehorrak
T-intxaurra
Lezka Intxaur
Beste fruitu lehorrak
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.