- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
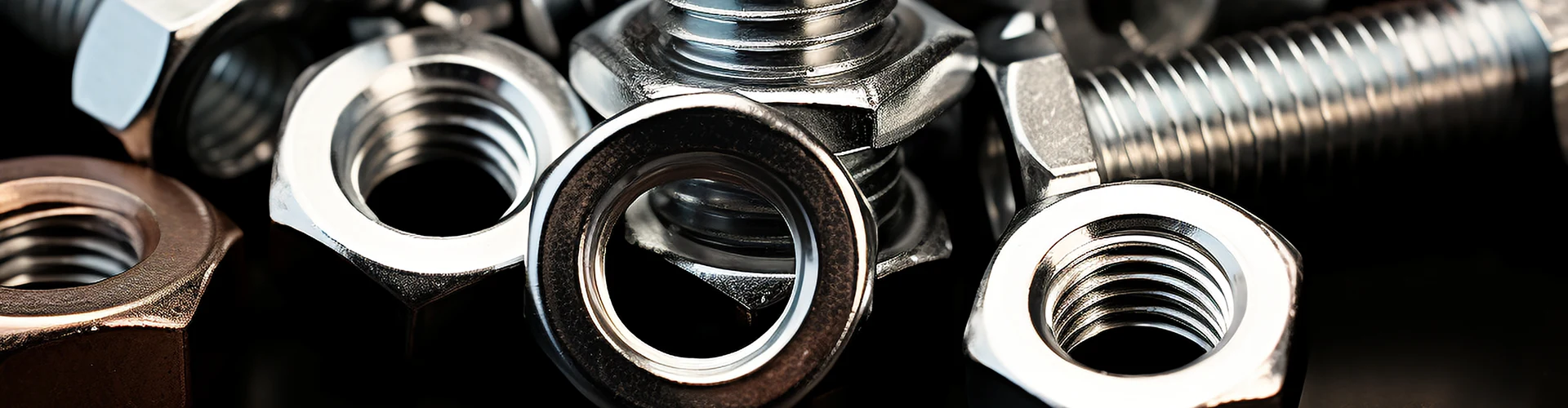


M8 Square Soldadura Intxaurra
Txinako Xiaoguo®-k laginak probatzeko erabilgarri dagoen M8 Square Soldadura Intxaur hornitzen du. Bere forma karratuari esker, erretilu bibrazio automatikoko elikatzeko sistemarekin lerrokatzea errazten da, eta abiadura handiko muntaketa-lerroen eragiketetarako egokia da.
Eredua:Q 371-1999
Bidali kontsulta
Produktuaren Deskribapena
(1)Produktuaren definizioa
M8 Square Welded Nut-a forma karratua eta lau soldadura irtengune dituen finkagailu berezi bat da, beheko ertzetan. Betiko metalezko xaflari erresistentzia puntuko soldadura bidez finkatzen da eta barruko hari-zulo fidagarria eskaintzen du ondorengo torloju-konexioetarako. Intxaur honek DIN 928 araua betetzen du eta soldadurarako intxaurren zehaztapenetako bat da, hala nola automobilak, etxetresna elektrikoak eta nekazaritzako makineria bezalako industrietan.
(2) estandarrak betearaztea
M8 Soldatutako Intxaur Karratua DIN 928:2013-12 arauaren arabera ekoizten da. Arau honek M4tik M16ra bitarteko hari lodia eta 8mm eta 16mm bitarteko hari finarekin soldatutako azkoin karratuen neurriak eta baldintza teknikoak zehazten ditu. Produktuaren kalifikazioa A da. DIN 928 estandarrak soldatutako fruitu lehorretan erabiltzen den altzairuak % ≤0,25eko karbono edukia izatea eskatzen du soldadura errendimendu ona bermatzeko.

Soldadura-prozesuaren parametroak
Soldadura-parametroak soldadura kalitatea bermatzeko oinarrizko faktorea dira. M8 Square Welded Nut-en soldadura-parametroak oinarri-plakaren materialaren eta haren lodieraren arabera egokitu behar dira. Honako hauek erreferentzia-parametroak dira lan-baldintza arruntetan:
(1)Soldatzeko korrontea
Gomendatutako balioa 5.000 - 8.000 A da
Tamaina txikiko fruitu lehorretan (adibidez, M4-M6), korrontea 3000 - 5000 A-ren barruan kontrola daiteke; tamaina ertainekoentzat (M8-M10), adibidez, M8 Square Welded Nut, soldadura-korrontea 5000 - 8000 A da; tamaina handikoetarako (M12 eta gorago), 8000 - 10000 A behar ditu
(2) Elektrodoen presioa
Gomendatutako balioa 2,5 - 4,0 kN da
Presioak irtengune anitz uniformeki berdindu behar ditu 1/3 inguru boterea aplikatu aurretik. Presioa handiegia bada, baliteke irtenguneak goiztiarra berdindu; baxuegia bada, zipriztinak eragin ditzake.
(3)Soldatzeko denbora
Gomendatutako balioa 8 - 15 ziklo da (gutxi gorabehera 0,16 - 0,3 segundo)
Soldadura-denbora laburragoa da soldadura-puntu bera puntuan soldatzearena baino. Elektrodoaren presioa eta korronte egokiak zehaztu ondoren, doitu soldadura puntu egokiak lortzeko.

| d | p | S | H | h | K | D | |||||||
| Diametro nominala | Zelaia | OinarrizkoDimentsioa | Tolerantzia | OinarrizkoDimentsioa | Tolerantzia | OinarrizkoDimentsioa | Tolerantzia | Oinarrizko Dimentsioa (Gutxi gorabeherako) | OinarrizkoDimentsioa | Tolerantzia | |||
| M4 | 0.7 | 9.0 | 0一0.2 | 3.2 | ±0,15 | 0.8 | 0一0.2 | 0.2 | 7.0 | 一0.1一0.3 | |||
| M5 | 0.8 | 10.0 | 4.0 | 0.8 | 0.2 | 7.0 | |||||||
| M6 | 1.0 | 11.0 | 5.0 | 0.8 | 0.2 | 9.0 | |||||||
| M8 | 1.25 | 13.0 | 6.0 | ±0,2 | 0.8 | 0.2 | 11.0 | ||||||
Kalitatearen ikuskapena
Intxaurren soldadura-indarra egiaztatzeko, soldadura osteko kalitatearen ikuskapena egin behar da. Metodo nagusiak honako hauek dira:
(1)Momentu-proba: Sartu bat datorren torlojua soldatutako azkoinean eta aplikatu zehaztutako momentua giltza dinamometro batekin. M8 Soldatutako Intxaur Karratua ez bada biratzen eta soldadura-puntua urratzen ez bada, kualifikatutzat jotzen da.
(2)Push-out-indarraren proba: Aplikatu bultzatze-indarra axiala soldatutako azkoinari eta erregistratu haustura-karga maximoa proba-makina unibertsal batekin. Haustura oinarrizko materialan gertatu behar da.
(3)Ikusmen-ikuskapena: Egin ikusmen-kontrol bat fruitu lehorrak okertuta dauden ikusteko, xafla materialarekin guztiz kontaktuan dauden eta zipriztinak edo pitzadurak ikusteko. Aldi berean, erabili neurgailu-bloke bat soldatzearen ondorioz hariak deformatu diren egiaztatzeko.
Hot Tags: M8 Square Welded Nut, Txina, fabrikatzailea, hornitzailea, fabrika
Lotutako Kategoria
Intxaur hexagonala
Intxaur karratua
Brida hexagonaleko azkoina
Intxaurra
Txapel Intxaurra
Intxaur hexagonoduna
Eskuz Torloju Intxaurra
Intxaur Biribila
Hubak Fruitu lehorrak
T-intxaurra
Lezka Intxaur
Beste fruitu lehorrak
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.